不要犹豫,花一分钟时间观看我们的【抚顺】【当地】PE燃气管_PE双壁波纹管源厂定制产品视频吧!您将发现更多令人赞叹的细节和优势,为您的购买决策提供有力参考。
以下是:【抚顺】【当地】PE燃气管_PE双壁波纹管源厂定制的图文介绍

对待客户润星电力管材有限公司执行一贯性的态度,从上至下无论总经理还是普通员工,都重视并维护客户的权益。公司始终秉承“诚实立身、信誉兴业”的宗旨。以质量求生存,用诚信铸品牌,用责任维护 地埋穿线电缆保护管、品牌。


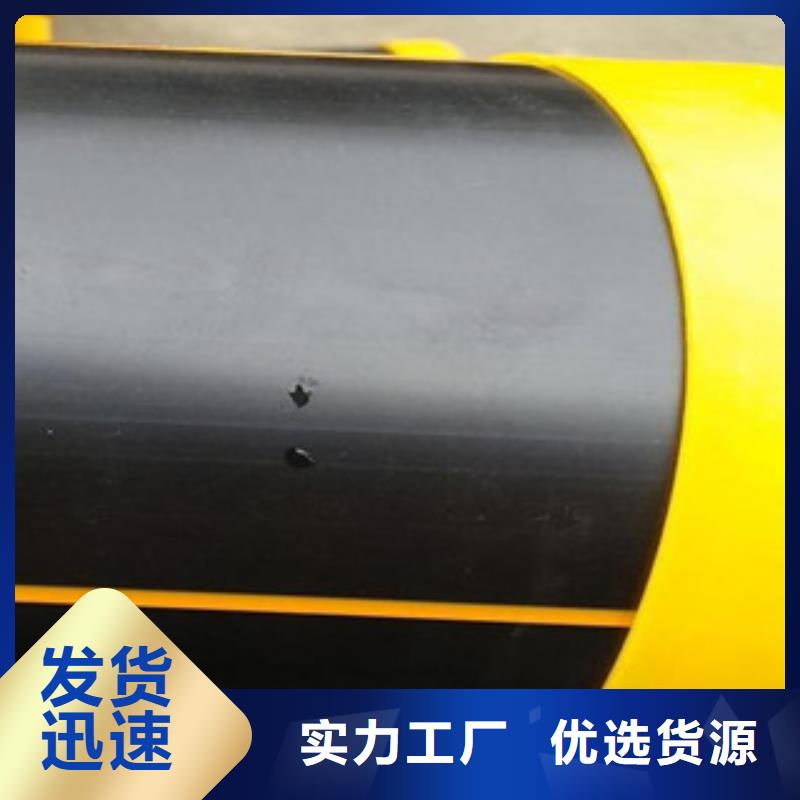
做到安全门打开时,机器安全挡块(机械锁)落下能够阻挡注塑机锁模。在正常的注塑生产过程中,严禁操作者不打开安全门,由注塑机的上方或下方取出注塑件。检修模具或暂不生产时应及时关掉注塑机的油泵马达。操作注塑机时,能够一人操作的,不允许多人操作。禁止一人操作控制面板的同时,另一人调整模具或作其它操作。PE燃气管热熔接头的质量检验,对热熔接头连接后,热熔结合面沿整个圆周的翻边应均匀对称,翻边应是实心圆滑的,翻边下侧不应有杂质、小孔、扭曲和损坏;在对翻边进行切除检验时,不应有开裂、裂缝,接缝处不得露出熔合线。PE燃气管电熔接头的质量检验,插入到管件内的深度应到位,接缝处不应有熔融料溢出,电熔管件内的电阻丝不应被挤出。观察孔中应有少量熔融料溢出。
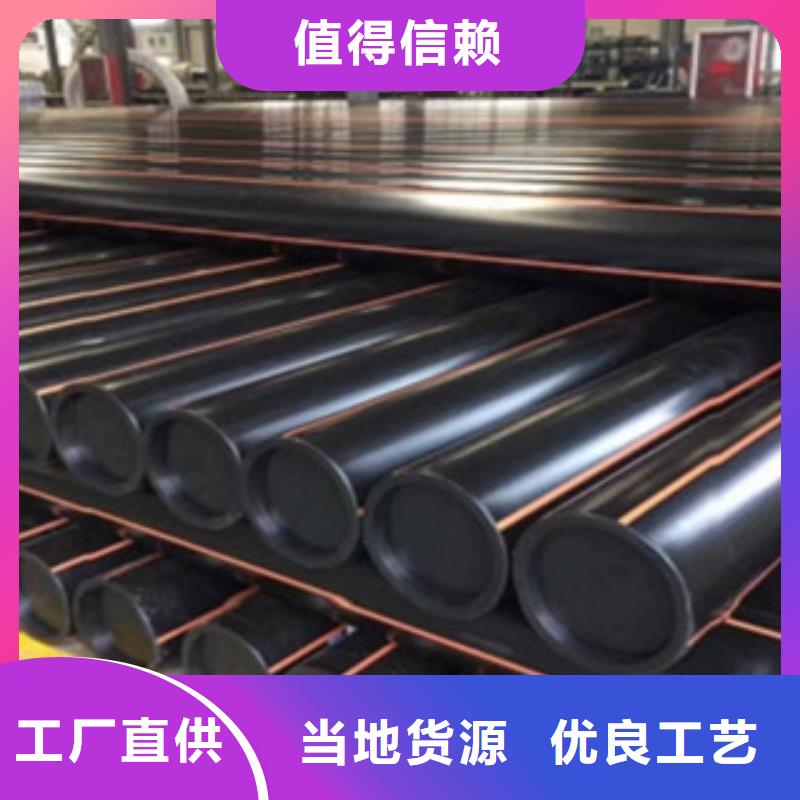
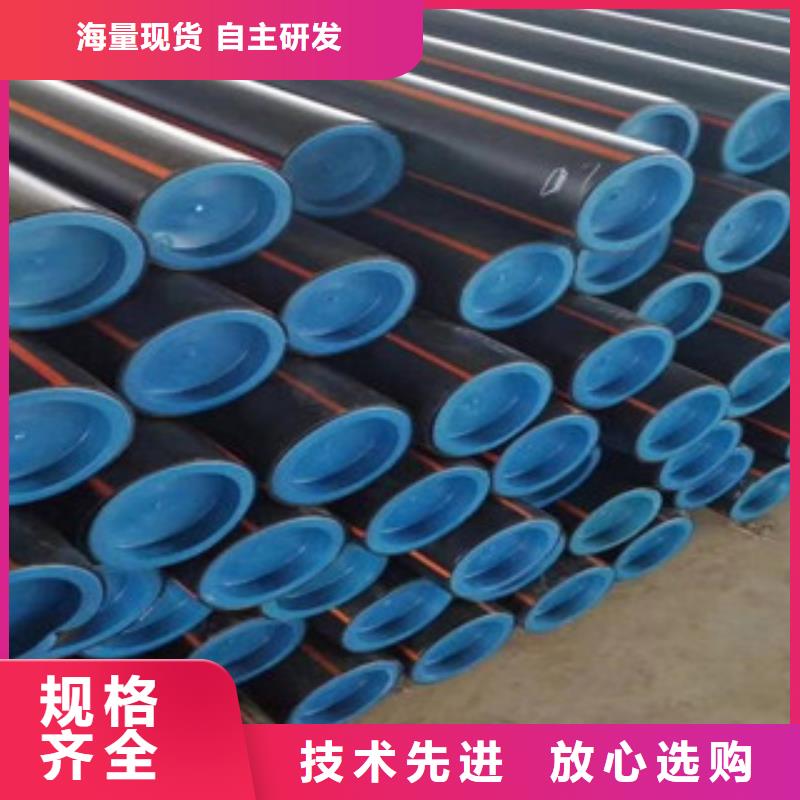
煤改气PE燃气管造价低廉:价格低,而且运输、施工方便,使用寿命长,因此总体造价低廉“煤改气”对改善我国大气环境的作用毋庸置疑。众所周知,工业、供暖领域的散烧煤是我国空气污染的重要来源,散烧1吨燃煤的污染物排放量相当于电厂等大型锅炉处理后的10倍以上,且小型燃煤锅炉布局分散,治理和监管难度更大。“煤改气”的核心问题仍在经济性,近期已显著改善。按照典型城市工业气价约2.7元/立方米至2.8元/立方米(煤改气优惠气价),煤炭价格约600元/吨计算,等热值气煤比价约为2.6。PE燃气管多种全新的施工方式:HDPE管道具有多种施工技术,除了可以采用传统的开挖方式进行施工外,还可以采用多种全新的非开挖技术如顶管、定向钻孔、衬管、裂管等方式进行施工。
这对于一些不允许开挖的场所,是很好的选择,因此HDPE管道应用领域更为广泛。即使考虑燃气锅炉效率较燃煤锅炉高出约30%,企业使用燃气锅炉的燃料成本较燃煤锅炉仍要大幅上涨约70%。除环保优势外,“煤改气”仍有诸多附加效益。笔者曾实地探访江苏一家实施“煤改气”的电缆企业,虽然“煤改气”后燃料成本上涨,但整个厂区环境焕然一新,而且在占地、人工费用、排污费用、锅炉维修、电费支出等方面节约成本76万元/年。对于一些燃料消耗量较小的企业,“煤改气”后非燃料成本节约甚至可以抵消燃料成本上涨。部分企业只听闻燃料成本上涨便望而却步,实际应算算明细账。“煤改气”气化弄农村的PE燃气管项目实施也是当务之急。千万不能用水。
首先保证人的安全,采用隔绝法,是PE燃气管道与空气隔绝。在泥浆输送领域,同钢管相比,HDPE管道具有更好的耐磨性,这意味着HDPE管道具有更长的使用寿命和更好的经济性。电力管线在输电的过程中,发热易产生火花,与燃气管线集中设置易发生。在综合管廊中设置燃气管线,所以应单独设置一室。燃气管道一般采用PE燃气管管,刚性管道易在施工等过程中破裂,而一旦破裂,积蓄于地下空间的大量易燃气体将成为的重大危险。将天然气管线纳入综合管廊,相当于将天然气管线纳入一个有安全监控等辅助系统的地下构筑物中,管线架空敷设。由于PE燃气管施工企业监管人员数量、专业检查能力等方面的制约。企业邀请第三方具有专业资质的监督检查单位对企业所承接的PE管工程实施专项质检。



两管端经铣削后,其对接 间隙应不大于0.5mm,否则应进行必要的调整并重新铣削,直到满足以上要求为止。3)热熔连接的焊接参数应符合管材、管件生产厂家的要求。4)热熔连接的焊接接头应在保压状态下自然冷却,冷却过程中不得移动和施加外力。热熔连接的焊接接头连接完成后,应按下列要求进行100%外观检验及10%翻边切除检验。1)、外观检验应符合以下要求:A、接头应具有沿管材整个圆周平滑对称的翻边,翻边 处的深度不应低于管材表面;B、对接错位量不应超过管材壁厚的10%且不大于3mm,沿相邻两组件翻边的外圆周的任何一处都不应超过该值。2)、抽取10%的焊口作翻边切除检验应符合以下要求:A、翻边应是实心和圆滑的。
根部较宽;B、翻边下侧不应有杂质、小孔、扭曲和损坏;C、后弯曲不应有细小裂纹,焊接处肉眼看不到连接线。热熔连接剖面图(三)、聚乙烯管道的电熔连接电熔连接电熔焊机的类型应符合电熔管件的要求。电熔连接前,应对管件进行外观检查,管件内不应有断丝或绕丝不均现象。电熔连接应符合以下规定:1)、电熔连接管材的连接端应切割平整,连接端面与管材轴线垂直,管材和管件连接面上的污物应予以清理。2)、管材的连接端应按照插入长度进行标记,对管材连接处整个外圆周进行刮皮,刮削长度不应小于标记尺寸,刮削完成后应进行二次标注。3)、管材插入管件后应按照标记进行检查,确认插入到位,并使用专用夹具夹持定位。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。
5)、达到规定的自然冷却时间前,不应移走夹具,不应对接头处施加任何外力。6)、电熔连接的焊接接头连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、不应有熔融材料从管件内流出;B、焊接完成后,观察孔达到生产厂家提出的要求;C、电熔管件中的电阻丝不应。电熔鞍型连接应符合以下规定。1)、电熔鞍型连接前,管材连接区域上的污物应予以清理,并对其进行刮皮。2)、管件和管材的连接区域宜使用合适的清洗剂进行清洁。3)、应按照管件要求,使用合适的夹具,用适当的力将管件与管材固定。4)、电熔连接的焊接参数应符合管材、管件生产厂家的要求。5)、达到规定的冷却时间前,不应移走夹具。不应对接头处施加任何外力。
6)、电熔鞍型连接完成后,应进行外观检验,并符合以下要求,否则,应进行返工,直到检验合格为止。A、焊接完成时,管壁不应塌陷;不应有熔融材料从管件内任何位置流出B、焊接完成后,观察孔达到生产厂家提出的要求。7)、电熔鞍型连接钻孔应在达到规定的冷却时间,且外观检验合格后进行。开孔应使用专用刀具。电熔鞍型旁通开孔后,刀具应恢复到开孔前位置,并将顶盖拧紧或用端帽封堵。电熔连接剖面图(四)、法兰和钢塑过渡连接聚乙烯法兰与聚乙烯管道或管件的连接、钢塑过渡接头聚乙烯端与聚乙烯管材或管件的连接应符合上节的规定。钢塑过渡接头金属端与钢管采用焊接时,过渡接头金属端应采取降温措施。法兰或钢塑过渡连接完成后。其金属部分应按设计要求的防腐等级进行防腐。

润星电力管材有限公司





 扫一扫
扫一扫